

Are you fully utilizing your manufacturing capacity—or unknowingly leaving profits, efficiency, and customer satisfaction on the table? The answer, for many businesses, is no. In today’s fast-evolving industrial landscape, even minor inefficiencies in capacity planning can lead to missed deadlines, increased operational costs, and lost opportunities. That’s why manufacturing capacity planning has become a strategic priority rather than just an operational task.
Manufacturing capacity planning is the process of determining the maximum output a production system can achieve under given constraints such as labor, machinery, and materials. It ensures that manufacturers can meet customer demand without overloading resources or underutilizing assets. In 2026, this process is more critical than ever, driven by fluctuating demand patterns, global supply chain uncertainties, and the growing adoption of smart manufacturing technologies. According to industry insights, companies that optimize capacity planning can improve production efficiency by up to 20% while significantly reducing operational waste.
However, achieving the right balance between demand and capacity is easier said than done. Manufacturers must continuously analyze production capabilities, forecast demand accurately, and adapt to real-time changes on the shop floor. Without a structured approach, businesses risk bottlenecks, idle resources, and increased lead times. This is where advanced tools and data-driven strategies play a crucial role in enabling agile and responsive manufacturing operations.
Modern solutions like Deskera MRP simplify manufacturing capacity planning by providing real-time visibility into production processes, inventory levels, and resource utilization. With features such as demand forecasting, automated production scheduling, and intelligent reporting, Deskera helps manufacturers align capacity with demand seamlessly. Its cloud-based platform enables businesses to make faster, data-driven decisions, reduce inefficiencies, and scale operations effectively in an increasingly competitive market.
What is Manufacturing Capacity Planning?
Manufacturing capacity planning is a strategic process that helps businesses determine how much they can realistically produce using their available resources to meet forecasted demand. It involves evaluating production capabilities—such as machinery, labor, materials, and workflows—to ensure that output aligns with business goals and customer requirements.
At its core, capacity planning focuses on:
- Identifying the maximum production capacity
- Aligning production with customer demand
- Creating a structured plan to optimize resource utilization
This process is a critical component of overall production planning, as it quantifies how much productive capability an organization has versus how much it needs to fulfill orders. It takes into account several key factors, including:
- Available resources (machines, tools, infrastructure)
- Workforce capacity and skill levels
- Lead times and production schedules
- Material availability and inventory levels
- Supply chain constraints
By analyzing these variables, manufacturers can strike the right balance between supply and demand, avoiding:
- Overcapacity (underutilized resources and higher costs)
- Under-capacity (missed deadlines and lost revenue)
The primary objective of manufacturing capacity planning is to maximize profitability while minimizing operational costs. It supports better decision-making by enabling businesses to:
- Allocate resources efficiently
- Identify bottlenecks in production
- Adjust production based on demand fluctuations
- Improve delivery timelines
- Enhance customer satisfaction
- Optimize inventory levels
In today’s data-driven environment, capacity planning has evolved beyond manual calculations. Modern digital tools and ERP systems make the process faster, more accurate, and scalable. These solutions help manufacturers:
- Monitor production performance in real time
- Improve demand forecasting accuracy
- Automate capacity analysis and reporting
- Quickly adapt to changing market conditions
- Continuously optimize production plans
By leveraging technology, businesses can stay agile, reduce inefficiencies, and maintain a strong competitive edge in an increasingly dynamic manufacturing landscape.
Manufacturing Capacity Planning vs Production Planning
While manufacturing capacity planning and production planning are closely related, they serve different purposes within the manufacturing process. Capacity planning focuses on how much a business can produce with available resources, whereas production planning focuses on how and when that production will happen. Understanding the distinction is essential for optimizing operations and ensuring efficient resource utilization.
Types of Manufacturing Capacity Planning
To effectively manage production and meet fluctuating demand, manufacturers must understand the different types of capacity planning. Each type focuses on a specific resource or time horizon, helping businesses ensure they have the right workforce, equipment, and materials in place. A well-balanced approach across these types enables organizations to optimize efficiency, reduce bottlenecks, and support both short-term operations and long-term growth.
Workforce Capacity Planning
Workforce capacity planning focuses on ensuring that the business has the right number of employees with the appropriate skills available at the right time. It considers factors such as shift schedules, working hours, employee productivity, and skill sets.
This type of planning helps manufacturers:
- Avoid labor shortages or overstaffing
- Assign the right people to the right tasks
- Improve productivity and reduce delays
- Support hiring, training, and workforce development decisions
Equipment (Machine) Capacity Planning
Equipment capacity planning ensures that machines and production equipment are available, functional, and utilized efficiently. It involves analyzing machine uptime, downtime, maintenance schedules, and overall production capability.
With effective equipment planning, businesses can:
- Prevent production bottlenecks
- Maximize machine utilization
- Reduce downtime through proper maintenance scheduling
- Improve overall production efficiency
Product (Material) Capacity Planning
Product capacity planning focuses on ensuring the availability of raw materials, components, and finished goods required to meet production targets. It plays a critical role in maintaining smooth production flows and avoiding disruptions.
This type of planning helps organizations:
- Maintain optimal inventory levels
- Prevent stockouts or overstocking
- Align material availability with production schedules
- Improve demand fulfillment and customer satisfaction
Tool and Resource Capacity Planning
Tool capacity planning ensures that the necessary tools, fixtures, and supporting resources are available for production. This includes everything from assembly line tools to specialized equipment used in manufacturing processes.
It enables manufacturers to:
- Ensure the right tools are available for specific product requirements
- Monitor tool usage and lifecycle
- Avoid delays caused by missing or inadequate tools
- Support efficient and uninterrupted production processes
Strategic, Tactical, and Operational Capacity Planning
Capacity planning can also be categorized based on time horizon and decision-making level:
- Strategic Capacity Planning (Long-Term): Focuses on future growth, including investments in new facilities, advanced machinery, and automation. It aligns production capabilities with long-term business goals.
- Tactical Capacity Planning (Mid-Term): Deals with adjusting existing resources based on demand fluctuations, seasonal trends, and market changes. It includes workforce adjustments and inventory management.
- Operational Capacity Planning (Short-Term): Focuses on day-to-day production activities, including scheduling, workforce allocation, and equipment usage to meet immediate production targets.
By understanding and integrating these types of manufacturing capacity planning, businesses can build a comprehensive strategy that ensures efficient resource utilization, improved responsiveness to demand changes, and sustainable operational growth.
Why Capacity Planning is Crucial in 2026
In 2026, manufacturing is no longer defined by stable demand and predictable supply chains. Instead, businesses are operating in a highly dynamic environment shaped by global disruptions, evolving customer expectations, and rapid technological advancements.
In this landscape, manufacturing capacity planning has become a critical function that directly impacts profitability, efficiency, and competitiveness. Companies that fail to plan effectively risk production delays, increased costs, and lost market opportunities.
Managing Demand Volatility
Customer demand in 2026 is highly unpredictable due to changing market trends, seasonal fluctuations, and global uncertainties. Capacity planning enables manufacturers to align production capabilities with demand forecasts, ensuring they can scale operations up or down as needed without overcommitting resources.
Optimizing Resource Utilization
Efficient use of resources is essential for maintaining profitability. Capacity planning helps businesses make the most of their workforce, machinery, and materials by minimizing idle time and avoiding overuse. This leads to improved productivity and reduced operational waste.
Reducing Operational Costs
Without proper capacity planning, businesses may face unnecessary expenses such as overtime labor, excess inventory, or underutilized equipment. A well-structured capacity plan ensures that resources are allocated efficiently, helping to control costs and improve overall financial performance.
Preventing Bottlenecks and Downtime
Production bottlenecks and machine downtime can disrupt operations and delay deliveries. Capacity planning helps identify potential constraints in advance, allowing manufacturers to take corrective actions such as redistributing workloads or scheduling maintenance proactively.
Improving Customer Satisfaction
Meeting delivery deadlines and maintaining consistent product availability are key to customer satisfaction. With effective capacity planning, businesses can ensure timely order fulfillment, reduce lead times, and build stronger customer relationships.
Supporting Data-Driven Decision Making
Modern manufacturing relies heavily on data insights. Capacity planning, when combined with advanced analytics and ERP systems, provides real-time visibility into operations. This enables managers to make informed decisions, quickly respond to changes, and continuously optimize production strategies.
Enabling Scalability and Business Growth
As businesses grow, their production requirements evolve. Capacity planning ensures that organizations can scale operations smoothly by planning for additional resources, new equipment, or expanded facilities. This proactive approach supports long-term growth without disrupting ongoing operations.
Aligning with Smart Manufacturing Trends
In 2026, technologies such as AI, IoT, and automation are transforming manufacturing processes. Capacity planning plays a vital role in integrating these innovations effectively, ensuring that businesses can leverage technology to enhance efficiency, flexibility, and competitiveness.
By prioritizing capacity planning, manufacturers can navigate uncertainty, improve operational efficiency, and position themselves for sustained success in an increasingly complex industrial landscape.
Key Components of Manufacturing Capacity Planning
Effective manufacturing capacity planning relies on multiple interconnected components that ensure production runs smoothly and aligns with demand. Each component plays a crucial role in determining how efficiently resources are utilized and how well a business can meet its production goals.
By understanding and managing these elements, manufacturers can build a more agile, responsive, and cost-efficient operation.
Workforce Capacity
Workforce capacity refers to the availability, skills, and productivity of employees involved in the production process. It ensures that the right number of workers with the appropriate expertise are available when needed.
Key considerations include:
- Number of employees and shift scheduling
- Skill levels and training requirements
- Labor productivity and efficiency
- Overtime and workforce flexibility
Machine and Equipment Capacity
This component focuses on the availability and performance of machinery used in production. It determines how much output can be generated based on machine capabilities and operational efficiency.
It involves:
- Machine uptime and downtime tracking
- Maintenance schedules and reliability
- Production speed and output rates
- Equipment utilization levels
Material Availability
Material availability ensures that the necessary raw materials and components are accessible to support production without interruptions. Poor material planning can lead to delays and increased costs.
This includes:
- Inventory levels and stock management
- Supplier lead times and reliability
- Material quality and consistency
- Coordination with procurement and supply chain teams
Production Scheduling
Production scheduling involves planning and organizing manufacturing activities to ensure timely completion of orders. It aligns available capacity with production priorities.
Key aspects include:
- Job sequencing and workflow management
- Order prioritization
- Lead time management
- Coordination across departments
Supply Chain Coordination
Capacity planning extends beyond the factory floor and includes coordination with suppliers, distributors, and logistics partners. A well-synchronized supply chain ensures uninterrupted production.
It focuses on:
- Supplier performance and delivery timelines
- Logistics and transportation planning
- Demand and supply alignment
- Risk management in the supply chain
Technology and Data Management
Modern capacity planning relies heavily on digital tools and real-time data to improve accuracy and decision-making. Technology enables better visibility and control over production processes.
This component includes:
- ERP and MRP systems for planning and tracking
- Real-time production monitoring
- Data analytics and forecasting tools
- Automation and reporting capabilities
Demand Forecasting
Accurate demand forecasting is essential for aligning capacity with market needs. It helps manufacturers anticipate future production requirements and adjust resources accordingly.
It involves:
- Analyzing historical sales data
- Monitoring market trends
- Predicting seasonal demand fluctuations
- Adjusting plans based on real-time insights
By effectively managing these key components, manufacturers can ensure optimal capacity utilization, reduce inefficiencies, and maintain a strong balance between production capabilities and customer demand.
Key Variables in Manufacturing Capacity Planning
Manufacturing capacity planning is not driven by a single factor—it is shaped by a combination of critical variables that determine how efficiently production systems perform. These variables help manufacturers balance demand with available resources while maintaining cost efficiency, quality, and timely delivery.
Understanding and optimizing these variables enables businesses to create accurate, flexible, and data-driven capacity plans that can adapt to changing market conditions in 2026 and beyond.
Production Volume and Demand Forecasting
Production volume is the foundation of any capacity plan, as it defines how much output is required within a given timeframe.
- Determines the quantity of goods to be produced based on demand forecasts
- Relies on historical sales data, market trends, and customer orders
- Helps avoid overproduction (excess inventory) and underproduction (stockouts)
- Supports better alignment between production schedules and business goals
Accurate forecasting ensures that capacity is neither underutilized nor overstretched.
Machinery Capacity and Equipment Availability
Machines play a central role in defining production limits, making their capacity and reliability a key variable.
- Includes machinery specifications, output rates, and operational limits
- Accounts for setup times, changeovers, and calibration requirements
- Requires preventive maintenance schedules to minimize downtime
- Considers unexpected breakdowns and repair timelines
A clear understanding of equipment capacity helps optimize production planning and reduce disruptions.
Labor Availability and Workforce Skills
The availability and capability of the workforce directly impact production efficiency and output quality.
- Ensures the right number of workers are available for each shift
- Evaluates employee skills, expertise, and role suitability
- Identifies skill gaps and training requirements
- Considers absenteeism, overtime, and shift planning
Efficient workforce planning ensures tasks are matched with the right skill sets, improving productivity and reducing bottlenecks.
Resource Utilization and Efficiency
Utilization measures how effectively available resources are being used compared to their full capacity.
- Identifies overutilization (risk of burnout or breakdowns)
- Detects underutilization (wasted capacity and higher costs)
- Helps optimize allocation of labor, machines, and materials
- Supports continuous improvement in operational efficiency
Balancing utilization is essential to maximize output without compromising performance.
Raw Material Availability
Without the right materials at the right time, production cannot proceed smoothly.
- Ensures consistent availability of raw materials and components
- Depends on supplier reliability and inventory management practices
- Balances avoiding stockouts and preventing overstocking
- Supports uninterrupted production flow and order fulfillment
Strong supplier relationships and inventory control are critical to managing this variable effectively.
Lead Time Management
Lead time represents the total time required from order placement to final delivery, impacting planning accuracy.
- Includes procurement, production, quality checks, and shipping stages
- Affects production scheduling and customer delivery timelines
- Helps reduce delays, backlogs, and missed deadlines
- Enables quicker response to last-minute demand changes
Shorter and well-managed lead times improve both efficiency and customer satisfaction.
Facility Constraints and Layout
Physical limitations of the manufacturing facility can restrict production capacity and efficiency.
- Includes space availability, plant layout, and infrastructure
- Affects material flow and equipment placement
- Can create bottlenecks if not optimized properly
- Impacts scalability and expansion capabilities
Optimizing facility layout ensures smoother workflows and better utilization of available space.
Process Accuracy and Bill of Materials (BOM)
Accurate production processes are essential for effective capacity planning and execution.
- Defines labor, materials, and time required per product
- Relies on precise Bill of Materials (BOM) for each item
- Ensures correct workload estimation for each process
- Reduces errors, rework, and inefficiencies
Well-defined processes improve planning accuracy and overall operational efficiency.
Supply Chain Coordination
Capacity planning is closely linked with supply chain performance and coordination.
- Aligns procurement, production, and distribution activities
- Depends on supplier lead times and logistics efficiency
- Helps prevent delays caused by supply chain disruptions
- Ensures a steady flow of materials and finished goods
Strong coordination across the supply chain enhances reliability and responsiveness.
Quality Control and Compliance
Maintaining quality standards and regulatory compliance is essential while planning capacity.
- Reduces defects, rework, and production waste
- Ensures adherence to industry regulations and standards
- Impacts production speed and resource allocation
- Protects brand reputation and customer trust
Integrating quality control into capacity planning ensures sustainable and consistent output.
By carefully monitoring and optimizing these key variables, manufacturers can build robust capacity planning strategies that improve efficiency, reduce costs, and ensure they consistently meet customer demand in a competitive landscape.
Strategies of Manufacturing Capacity Planning
Choosing the right capacity planning strategy is essential for aligning production capabilities with market demand. In 2026, manufacturers must strike a balance between cost efficiency, responsiveness, and risk management. The three core strategies—Lead, Lag, and Match—offer distinct approaches to handling demand fluctuations and resource allocation.
Each strategy comes with its own advantages and trade-offs, and the right choice depends on factors such as demand predictability, market volatility, and business goals.
Lead Capacity Planning Strategy
The lead strategy is a proactive approach where manufacturers increase capacity in anticipation of future demand. It is commonly used in industries with predictable growth patterns or seasonal demand spikes.
- Capacity is added before demand actually rises
- Helps capture market opportunities and gain a competitive edge
- Ensures faster order fulfillment and improved customer satisfaction
- Requires accurate demand forecasting to avoid risks
Advantages:
- Enables businesses to meet demand instantly
- Positions companies as reliable and responsive suppliers
- Supports market expansion and growth initiatives
Challenges:
- Risk of overcapacity if demand does not materialize
- Higher inventory holding and operational costs
- Requires strong forecasting and planning capabilities
Best suited for: Seasonal industries, high-growth markets, and businesses with reliable demand forecasts
Lag Capacity Planning Strategy
The lag strategy is a reactive approach where capacity is increased only after a clear rise in demand is observed. It focuses on minimizing risk and avoiding unnecessary investments.
- Capacity is added only when demand exceeds current levels
- Emphasizes cost control and resource optimization
- Supports Just-in-Time (JIT) production practices
- Relies more on real-time demand than forecasts
Advantages:
- Reduces risk of overinvestment and excess inventory
- Improves cost efficiency and resource utilization
- Suitable for uncertain or volatile markets
Challenges:
- Risk of stockouts and missed sales opportunities
- Slower response to sudden demand spikes
- May impact customer satisfaction due to delays
Best suited for: Small manufacturers, unpredictable markets, and cost-sensitive operations
Match Capacity Planning Strategy
The match strategy (also called hybrid strategy) combines elements of both lead and lag approaches. It focuses on incremental and continuous adjustments to capacity based on real-time data and forecasts.
- Capacity is adjusted gradually in response to demand trends
- Balances risk between overcapacity and under-capacity
- Requires continuous monitoring of demand and performance
- Supports agile and data-driven decision-making
Advantages:
- Provides a balanced and flexible approach
- Minimizes risks associated with both lead and lag strategies
- Improves alignment between capacity and actual demand
- Enhances operational agility
Challenges:
- Requires advanced monitoring and analytics capabilities
- Depends on accurate and timely data
- Can be complex to implement without integrated systems
Best suited for: Dynamic markets, growing businesses, and organizations with strong data capabilities
How to Choose the Right Strategy
Selecting the right strategy depends on multiple business factors:
- Demand predictability: Stable vs volatile demand patterns
- Risk tolerance: Willingness to invest ahead of demand
- Financial capacity: Budget for scaling operations
- Operational flexibility: Ability to scale resources quickly
- Technology adoption: Use of real-time data and planning tools
In practice, many manufacturers adopt a blended approach, using different strategies across product lines or markets. By aligning the right strategy with business objectives, companies can optimize capacity, reduce costs, and stay competitive in an increasingly dynamic manufacturing landscape.
Benefits of Manufacturing Capacity Planning
In today’s competitive and fast-changing manufacturing environment, capacity planning is no longer optional—it is a strategic necessity. By aligning production capabilities with demand, businesses can streamline operations, reduce inefficiencies, and improve overall performance. A well-implemented capacity planning strategy delivers both short-term operational benefits and long-term business value.
Improved Efficiency and Productivity
Capacity planning plays a vital role in enhancing operational efficiency by ensuring that all production resources are utilized effectively. When manufacturers align production capacity with accurate demand forecasts, they can significantly reduce idle time, eliminate redundancies, and maintain a smooth production flow.
This structured approach minimizes disruptions and ensures consistent output across operations. Over time, improved efficiency leads to higher productivity levels and better use of existing assets, allowing businesses to maximize returns without unnecessary investments.
- Minimizes idle machine time and labor underutilization
- Reduces production bottlenecks and workflow disruptions
- Improves overall equipment effectiveness (OEE)
- Ensures consistent and predictable production output
Cost Reduction and Better Profitability
Effective capacity planning directly contributes to cost optimization by preventing both overproduction and underutilization of resources. When production is aligned with demand, businesses can avoid unnecessary expenses such as excess inventory, emergency procurement, and overtime labor.
Additionally, better planning helps uncover hidden capacity within existing operations, reducing the need for new investments. Over time, these efficiencies translate into improved profit margins and stronger financial performance, making capacity planning a key driver of sustainable profitability.
- Reduces inventory holding and storage costs
- Minimizes overtime wages and urgent production expenses
- Prevents waste caused by overproduction
- Improves overall cost efficiency and profit margins
Enhanced Customer Satisfaction
Customer satisfaction depends heavily on timely deliveries and consistent product availability. Capacity planning ensures that manufacturers can meet customer expectations by aligning production schedules with demand forecasts. This reduces delays, improves order accuracy, and enhances reliability.
When customers receive their products on time and as expected, it builds trust and strengthens long-term relationships. In competitive markets, this reliability becomes a key differentiator that helps businesses retain customers and attract new ones.
- Ensures on-time delivery of orders
- Reduces lead times and backlogs
- Improves order accuracy and fulfillment rates
- Builds stronger customer trust and customer loyalty
Optimized Resource Management
Capacity planning enables businesses to manage their resources—human, material, and machine—more effectively. By understanding the exact requirements for production, organizations can allocate resources where they are needed most. This reduces inefficiencies caused by overstaffing, underutilized machines, or material shortages.
Proper resource management also supports workforce planning, ensuring that employees are neither overburdened nor underutilized. Ultimately, this leads to a more balanced and productive work environment.
- Improves workforce planning and skill allocation
- Maximizes machine and equipment utilization
- Ensures efficient use of raw materials
- Balances workload across teams and departments
Reduced Risk of Stock-Outs and Overstocking
Maintaining the right inventory levels is critical for uninterrupted production and cost control. Capacity planning helps manufacturers align production with demand, reducing the risk of both stock-outs and excess inventory.
By accurately forecasting requirements and planning production accordingly, businesses can maintain optimal stock levels. This not only prevents production delays caused by material shortages but also avoids the financial burden of holding excess inventory.
- Prevents stock shortages that halt production
- Reduces excess inventory and storage costs
- Improves inventory turnover rates
- Aligns procurement with production needs
Better Supply Chain Coordination
Capacity planning enhances collaboration between manufacturing and supply chain functions by providing clear visibility into production requirements. This allows procurement teams to make informed purchasing decisions and coordinate effectively with suppliers.
With better alignment between production schedules and supply chain activities, businesses can reduce delays and improve overall efficiency. Strong coordination ensures that materials arrive on time, supporting uninterrupted production and smoother operations.
- Improves supplier communication and coordination
- Enables accurate and timely procurement planning
- Reduces delays in material availability
- Enhances overall supply chain efficiency
Identification of Bottlenecks and Inefficiencies
One of the key benefits of capacity planning is its ability to uncover hidden inefficiencies within production processes. By analyzing capacity data, manufacturers can identify bottlenecks, underperforming equipment, or inefficient workflows.
This insight allows them to take corrective actions and optimize operations. Continuous monitoring and improvement help businesses unlock additional capacity without significant investment, leading to better performance and higher productivity.
- Identifies constraints in production processes
- Highlights underutilized or overburdened resources
- Supports continuous process improvement
- Helps optimize workflows and standard operating procedures
Improved Decision-Making
Capacity planning provides valuable data and insights that support informed decision-making at both operational and strategic levels. With access to accurate information about production capacity, demand trends, and resource utilization, managers can make better decisions regarding investments, staffing, and production strategies. This data-driven approach reduces uncertainty and enables businesses to respond more effectively to changing market conditions.
- Supports data-driven business decisions
- Helps plan investments in machinery and technology
- Enables better workforce and production planning
- Improves forecasting and strategic planning accuracy
Increased Flexibility and Scalability
In a rapidly changing market, flexibility is essential for maintaining competitiveness. Capacity planning allows businesses to build adaptable production systems that can respond quickly to demand fluctuations.
Whether scaling up during peak demand or scaling down during slow periods, manufacturers can adjust operations without major disruptions. This flexibility supports business growth and ensures long-term sustainability.
- Enables quick response to demand changes
- Supports scalable production operations
- Reduces risks during market fluctuations
- Facilitates smooth business expansion
Enhanced Delivery Performance
With optimized capacity, manufacturers can improve their delivery capabilities and reduce reliance on last-minute adjustments. Better planning ensures that production schedules are realistic and achievable, leading to more reliable delivery timelines.
This reduces the need for expedited shipping and lowers logistics costs. Consistent delivery performance strengthens customer relationships and enhances the company’s reputation in the market.
- Improves delivery reliability and consistency
- Reduces need for expedited shipments
- Lowers logistics and transportation costs
- Enhances order fulfillment efficiency
Stronger Risk Management
Capacity planning helps businesses anticipate potential risks related to production, workforce, and supply chain disruptions. By identifying vulnerabilities early, organizations can develop contingency plans and mitigate risks effectively.
This proactive approach minimizes the impact of unexpected events and ensures business continuity even in uncertain conditions.
- Helps identify and mitigate operational risks
- Supports contingency and backup planning
- Reduces impact of supply chain disruptions
- Enhances overall business resilience
Alignment with Business Goals
Capacity planning ensures that manufacturing operations are aligned with the organization’s long-term strategic objectives. By linking production capabilities with business goals, companies can plan for growth, expansion, and innovation more effectively. This alignment helps organizations stay competitive and achieve sustainable success in the long run.
- Aligns production with business strategy
- Supports expansion and new product launches
- Enhances long-term planning and forecasting
- Drives sustainable growth and competitive advantage
By implementing effective manufacturing capacity planning, businesses can unlock significant operational improvements, reduce costs, and build a strong foundation for long-term success.
The Process of Manufacturing Capacity Planning
Manufacturing capacity planning is not a one-time activity—it is a continuous and structured process that aligns production capabilities with demand. To achieve optimal efficiency and avoid costly disruptions, businesses must follow a systematic approach that integrates forecasting, resource evaluation, and ongoing monitoring.
A well-defined process ensures that manufacturers can proactively identify gaps, allocate resources effectively, and adapt to changing market conditions.
Forecast Demand Accurately
The first step in capacity planning is understanding how much product needs to be produced. Accurate demand forecasting provides the foundation for all planning decisions and helps businesses prepare for future production requirements.
This involves:
- Analyzing historical sales and production data
- Identifying seasonal trends and demand patterns
- Monitoring market conditions and customer behavior
- Incorporating sales forecasts and business projections
Assess Current Capacity
Once demand is forecasted, the next step is to evaluate the organization’s existing production capacity. This includes analyzing all available resources to understand current capabilities.
Key factors to assess include:
- Workforce availability and skill levels
- Machine capacity, uptime, and efficiency
- Current inventory and material availability
- Production rates and utilization levels
Determine Required Capacity
After assessing current capacity, businesses must calculate the resources needed to meet forecasted demand. This step helps identify whether existing capacity is sufficient or requires adjustments.
This includes:
- Estimating labor, machine, and material requirements
- Identifying critical production processes
- Conducting capacity analysis for different scenarios
- Evaluating production timelines and constraints
Identify Capacity Gaps
Comparing current capacity with required capacity helps uncover gaps that could impact production. These gaps may indicate either shortages or excess capacity.
Common scenarios include:
- Capacity shortage: Insufficient resources to meet demand
- Excess capacity: Underutilized resources leading to inefficiencies
Identifying these gaps allows businesses to take proactive corrective actions.
Develop a Capacity Plan
Based on the identified gaps, manufacturers create a detailed capacity plan to align resources with demand. This plan outlines how production goals will be achieved efficiently.
It typically includes:
- Resource allocation strategies
- Production schedules and timelines
- Workforce planning and shift management
- Investment or outsourcing decisions
Define Metrics and KPIs
To measure the effectiveness of capacity planning, businesses must establish clear metrics and key performance indicators (KPIs). These metrics provide insights into performance and help track improvements.
Important KPIs include:
- Machine utilization rates
- Downtime hours and categories
- Production efficiency
- Available work hours
- Quality and defect rates
Build Realistic Production Schedules
Creating achievable production schedules is essential for successful execution. Schedules must consider resource availability, task dependencies, and time constraints.
This step involves:
- Breaking down tasks and assigning timelines
- Sequencing jobs based on priority
- Considering lead times for materials and production
- Estimating costs and resource requirements
Allocate Resources Effectively
Resource allocation ensures that all elements—people, machines, and materials—are assigned efficiently to meet production targets. Proper allocation prevents overload and ensures balanced operations.
This includes:
- Assigning tasks based on skill sets
- Distributing workloads evenly across teams
- Ensuring availability of tools and materials
- Coordinating across departments
Monitor and Adjust in Real-Time
Capacity planning is an ongoing process that requires continuous monitoring and adjustments. Real-time tracking helps businesses respond quickly to changes and maintain efficiency.
Key activities include:
- Monitoring production performance and progress
- Identifying bottlenecks and inefficiencies
- Adjusting capacity plans based on real-time data
- Updating schedules and resource allocation as needed
Improve Continuously
The final step is to use insights gained from monitoring to improve future capacity planning efforts. Continuous improvement helps businesses unlock hidden capacity and enhance performance over time.
This involves:
- Analyzing performance data and variances
- Implementing process improvements
- Refining forecasting and planning methods
- Leveraging technology for better accuracy
By following this structured process, manufacturers can create a flexible and efficient capacity planning system that supports consistent production, reduces costs, and enables long-term growth.
Challenges of Manufacturing Capacity Planning
Manufacturing capacity planning is critical for aligning production capabilities with market demand, but it is far from straightforward. As businesses move into 2026, increasing complexity in supply chains, evolving customer expectations, and rapid technological advancements make capacity planning more challenging than ever.
From data accuracy issues to resource constraints and integration hurdles, organizations must navigate multiple obstacles to maintain efficiency and competitiveness. Understanding these challenges is the first step toward building a resilient and adaptive capacity planning strategy.
Inaccurate Demand Forecasting
One of the most significant challenges in capacity planning is predicting demand accurately. Even minor forecasting errors can lead to major operational inefficiencies.
- Overestimating demand can result in excess inventory, increased holding costs, and wasted resources.
- Underestimating demand can lead to stockouts, missed sales opportunities, and dissatisfied customers.
- Market volatility, changing customer preferences, and new product introductions make forecasting more complex.
- Lack of real-time data further reduces forecast accuracy and responsiveness.
To overcome this, businesses must adopt data-driven forecasting methods and continuously refine predictions using real-time insights.
Demand Volatility
Fluctuating customer demand adds another layer of complexity to capacity planning. Sudden spikes or drops in demand can disrupt production schedules and resource allocation.
- Seasonal trends, economic changes, and competitor actions influence demand patterns.
- High volatility makes it difficult to maintain optimal inventory and workforce levels.
- Frequent adjustments in production planning can lead to inefficiencies and increased costs.
- Lack of flexibility in operations amplifies the impact of demand fluctuations.
Organizations must build flexible capacity plans that can quickly adapt to changing market conditions.
Supply Chain Disruptions
Supply chain instability can significantly impact manufacturing capacity planning. Delays in raw materials or supplier failures can halt production entirely.
- Transportation delays and geopolitical issues can disrupt material flow.
- Supplier inconsistencies can lead to unpredictable lead times.
- Shortages of critical components can create production bottlenecks.
- Lack of contingency planning increases vulnerability to disruptions.
To mitigate these risks, companies should diversify suppliers and build stronger, more resilient supply chain networks.
Resource Constraints and Bottlenecks
Limited resources—whether labor, equipment, or facilities—can restrict production capacity and create inefficiencies.
- Shortage of skilled labor can slow down operations and reduce output quality.
- Outdated or insufficient machinery can limit production speed and efficiency.
- Space and infrastructure limitations can hinder scalability.
- Bottlenecks in specific processes can disrupt the entire production flow.
Addressing these constraints requires strategic investments in workforce development, equipment upgrades, and process optimization.
Data Complexity and Granularity
Capacity planning relies heavily on data, but managing and analyzing large volumes of data can be overwhelming.
- Collecting detailed data across multiple operations increases complexity.
- Maintaining data accuracy and consistency requires significant effort.
- Deciding the right level of data granularity (organizational, operational, or scheduling level) is challenging.
- Poor data visibility leads to inaccurate planning and decision-making.
Implementing centralized data systems and analytics tools can simplify data management and improve planning accuracy.
Technological Integration Challenges
While advanced technologies like AI, automation, and analytics enhance capacity planning, integrating them into existing systems is not easy.
- High implementation costs and infrastructure requirements can be barriers.
- Employees may resist adopting new technologies due to lack of familiarity.
- Integration with legacy systems can create compatibility issues.
- Improper implementation may lead to underutilization of technology.
A well-planned digital transformation strategy is essential to successfully leverage modern tools.
Workforce Challenges and Skill Gaps
Human resources play a crucial role in capacity planning, but workforce-related issues often create disruptions.
- Skill gaps can reduce productivity and increase dependency on specialized workers.
- Workforce absenteeism can impact production schedules.
- Poor workload distribution can lead to employee burnout.
- Lack of collaboration between teams can weaken planning effectiveness.
Organizations should invest in training, cross-functional collaboration, and workforce planning to overcome these challenges.
Integration with Business Processes
Capacity planning does not operate in isolation—it must align with other business functions such as procurement, finance, and sales.
- Lack of coordination between departments leads to misaligned goals.
- Disconnected systems create inefficiencies in planning and execution.
- Poor communication results in delays and errors in decision-making.
- Difficulty in aligning short-term operations with long-term strategy affects performance.
Integrated systems and cross-departmental collaboration are key to ensuring seamless planning.
Regulatory Compliance
Manufacturers must adhere to various regulations related to safety, quality, and environmental standards, which can complicate capacity planning.
- Compliance requirements may limit production flexibility.
- Frequent regulatory changes require constant updates to processes.
- Non-compliance can lead to penalties, shutdowns, and reputational damage.
- Additional resources may be needed to maintain compliance standards.
Incorporating compliance into capacity planning ensures smoother operations and reduces legal risks.
Project Management and Planning Maturity
The effectiveness of capacity planning depends heavily on the skills and experience of the planning team.
- Lack of expertise can result in unrealistic plans and poor execution.
- Inefficient project management leads to delays and resource misallocation.
- Limited collaboration between teams reduces plan effectiveness.
- Inability to adapt to unexpected changes weakens planning outcomes.
Strong project management practices and continuous improvement are essential for building robust capacity plans.
By recognizing and addressing these challenges, manufacturers can develop more agile, data-driven, and resilient capacity planning strategies—ensuring they stay competitive in an increasingly dynamic industrial landscape.
Best Practices for Manufacturing Capacity Planning
Effective manufacturing capacity planning goes beyond theory—it requires disciplined execution, continuous monitoring, and alignment across the organization. By following proven best practices, manufacturers can improve accuracy, optimize resource utilization, and stay agile in a dynamic market environment.
Below are the most impactful best practices to strengthen your capacity planning strategy in 2026:
Track Time and Effort Accurately
Accurate time tracking is essential for realistic capacity planning and scheduling.
- Measure actual time taken for tasks instead of relying on assumptions
- Use timesheets or automated tracking systems for better visibility
- Identify gaps between estimated and actual effort
- Improve future planning accuracy using historical performance data
This ensures that production timelines are realistic and achievable.
Identify and Manage Bottlenecks
Bottlenecks can significantly disrupt production flow and reduce overall efficiency.
- Monitor workstations and processes to detect constraints
- Track workflow and production throughput across stages
- Reallocate resources to relieve overloaded areas
- Use digital tools (like MRP systems) for real-time bottleneck visibility
Proactively managing bottlenecks helps maintain smooth and continuous operations.
Calculate True Resource Availability
Understanding actual resource availability is critical for accurate capacity planning.
- Account for non-productive activities like meetings and administrative tasks
- Include maintenance, downtime, and idle time in calculations
- Assess realistic working hours for employees and machines
- Avoid overestimating available capacity
This prevents overcommitment and improves planning reliability.
Prioritize Projects and Production Orders
Not all production tasks carry equal importance—prioritization is key.
- Focus on time-sensitive and high-value orders
- Align production priorities with business goals and customer needs
- Allocate resources based on urgency and impact
- Improve communication across teams regarding priorities
This ensures critical tasks are completed on time without resource conflicts.
Use Real-Time Data and Analytics
Data-driven decision-making is essential for modern capacity planning.
- Monitor machine performance, workforce availability, and inventory levels
- Use dashboards and analytics tools for real-time insights
- Improve forecasting accuracy with historical and predictive data
- Enable faster and more informed decision-making
Real-time visibility allows manufacturers to respond quickly to changes.
Align Capacity Planning with Production Scheduling
Capacity planning must work hand-in-hand with production scheduling.
- Synchronize daily and weekly production plans with capacity availability
- Ensure resources are allocated according to schedules
- Reduce conflicts between planning and execution
- Improve overall operational efficiency
Alignment ensures that plans are practical and executable on the shop floor.
Build Cross-Functional Collaboration
Capacity planning requires input from multiple departments.
- Involve teams from production, sales, finance, and supply chain
- Encourage knowledge sharing and collaborative decision-making
- Break down silos for better coordination
- Ensure alignment with overall business objectives
A collaborative approach leads to more accurate and holistic planning.
Plan for Buffers and Uncertainties
Unexpected disruptions are inevitable in manufacturing.
- Include buffers for machine maintenance and breakdowns
- Account for demand fluctuations and supply delays
- Maintain contingency plans for emergencies
- Avoid overly rigid planning structures
Buffers help absorb shocks without disrupting production.
Invest in Workforce Development
A skilled and flexible workforce is a key driver of capacity optimization.
- Provide training and upskilling programs
- Address skill gaps proactively
- Encourage cross-training for role flexibility
- Improve workforce adaptability to changing demands
An empowered workforce enhances productivity and resilience.
Leverage Advanced Technology
Modern tools significantly enhance capacity planning efficiency.
- Implement ERP, MRP, or MES systems for integrated planning
- Use AI and predictive analytics for demand forecasting
- Automate data collection and reporting
- Enable scenario-based planning and simulations
Technology improves accuracy, visibility, and scalability.
Continuously Monitor and Improve
Capacity planning is not a one-time activity—it requires ongoing refinement.
- Track KPIs such as utilization, efficiency, and output rates
- Conduct regular reviews of capacity plans
- Identify inefficiencies and areas for improvement
- Adapt plans based on real-time performance and market changes
Continuous improvement ensures long-term success and competitiveness.
Maintain Flexibility and Scalability
Flexibility is essential to handle changing demand and growth.
- Design scalable production systems and processes
- Use modular equipment and flexible workforce models
- Enable quick adjustments to capacity levels
- Prepare for both growth opportunities and demand slowdowns
A flexible system ensures resilience in uncertain environments.
By implementing these best practices, manufacturers can create robust, agile, and data-driven capacity planning processes that not only meet current demand but also support long-term business growth and operational excellence.
How Deskera MRP Helps in Manufacturing Capacity Planning
Deskera MRP plays a critical role in modern manufacturing by enabling businesses to plan, monitor, and optimize their production capacity with precision. In 2026, where demand volatility and operational efficiency are key concerns, an integrated MRP system like Deskera provides real-time visibility, automation, and data-driven insights to streamline capacity planning.
Below are the key ways Deskera MRP supports effective manufacturing capacity planning:
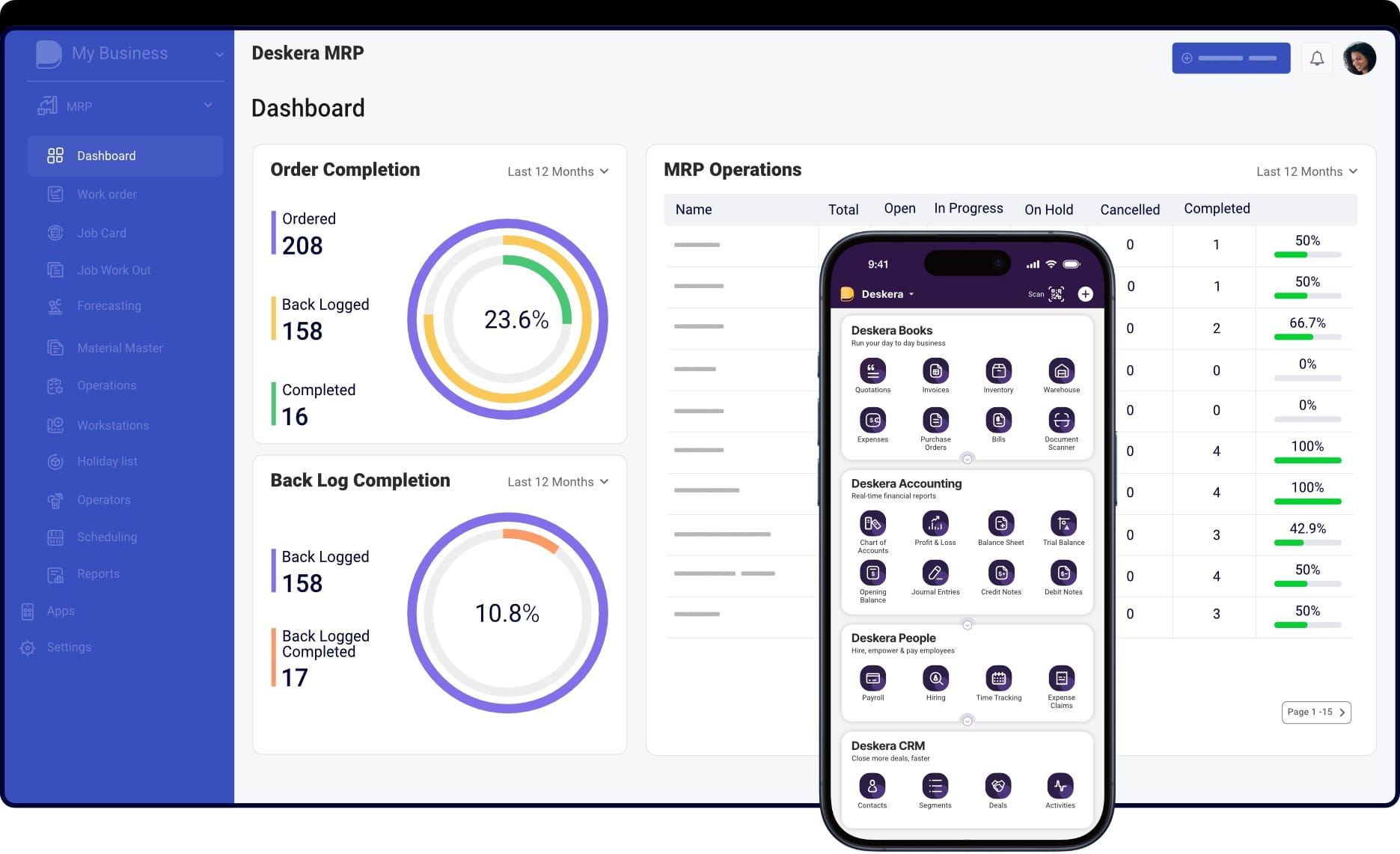
Real-Time Capacity Visibility
Deskera MRP provides a centralized view of all production resources, enabling better planning decisions.
- Tracks machine availability, labor capacity, and production loads in real time
- Displays capacity utilization across work centers and production lines
- Identifies underutilized or overloaded resources instantly
- Helps managers make quick, informed adjustments
This visibility ensures that capacity planning is always aligned with actual shop floor conditions.
Automated Production Scheduling
Efficient scheduling is essential for balancing demand with available capacity.
- Automatically generates production schedules based on demand and resource availability
- Adjusts schedules dynamically when orders or constraints change
- Reduces manual planning errors and inefficiencies
- Ensures optimal allocation of machines, labor, and materials
Automation improves accuracy and saves significant planning time.
Demand Forecasting and Planning
Accurate forecasts are the foundation of effective capacity planning.
- Uses historical data and trends to predict future demand
- Aligns production plans with expected order volumes
- Helps prevent overproduction or stockouts
- Supports long-term and short-term capacity decisions
Better forecasting leads to more stable and efficient operations.
Bottleneck Identification and Optimization
Deskera MRP helps detect and resolve production constraints proactively.
- Monitors workflow and identifies slow or overloaded processes
- Highlights capacity constraints in real time
- Enables quick reallocation of resources
- Improves throughput and production efficiency
This minimizes disruptions and keeps production flowing smoothly.
Resource Planning and Allocation
Efficient resource management is at the heart of capacity planning.
- Allocates labor, machines, and materials based on production priorities
- Ensures optimal use of available resources
- Prevents overloading or underutilization
- Supports better workforce and machine planning
This leads to improved productivity and cost control.
Integration with Inventory and Procurement
Capacity planning depends heavily on material availability.
- Syncs production plans with inventory levels and procurement schedules
- Ensures raw materials are available when needed
- Reduces delays caused by stock shortages
- Improves coordination across supply chain functions
Integration eliminates silos and enhances planning accuracy.
Scenario-Based Planning
Deskera enables manufacturers to prepare for uncertainties with ease.
- Supports “what-if” analysis for different demand scenarios
- Helps evaluate the impact of capacity changes
- Assists in planning for demand spikes or disruptions
- Improves decision-making under uncertainty
Scenario planning enhances flexibility and risk management.
Performance Monitoring and Reporting
Continuous monitoring ensures ongoing optimization of capacity.
- Tracks key KPIs such as utilization, efficiency, and output
- Provides customizable dashboards and reports
- Identifies trends and improvement opportunities
- Supports data-driven continuous improvement
This ensures that capacity planning evolves with business needs.
Scalability for Business Growth
Deskera MRP supports growing manufacturing operations.
- Adapts to increasing production volumes and complexity
- Supports multi-location and multi-product environments
- Enables expansion without major system changes
- Aligns capacity planning with business growth strategies
Scalability ensures long-term sustainability and competitiveness.
By combining real-time data, automation, and advanced analytics, Deskera MRP empowers manufacturers to move from reactive planning to proactive and optimized capacity management.
It not only improves operational efficiency but also helps businesses stay agile, reduce costs, and consistently meet customer demand in an increasingly competitive manufacturing landscape.
Key Takeaways
- Manufacturing capacity planning is a strategic process that ensures the right resources—machines, labor, and materials—are available to meet production demand efficiently without overloading or underutilizing operations.
- Capacity planning focuses on long-term resource readiness, while production planning ensures short-term execution, and both must be aligned for seamless operations.
- A structured approach—starting from demand forecasting to resource evaluation, scheduling, and continuous monitoring—helps keep production capacity aligned with business objectives.
- Core elements such as demand forecasting, resource allocation, scheduling, and performance monitoring form the foundation of an effective capacity plan.
- Critical variables like demand variability, lead times, workforce availability, machine capacity, and material supply directly influence planning accuracy and efficiency.
- Lead, lag, and match strategies help businesses decide whether to act proactively, reactively, or adopt a balanced approach to managing capacity.
- Accurate data tracking, bottleneck identification, cross-functional collaboration, and continuous optimization are essential for building a resilient planning process.
- Effective capacity planning improves resource utilization, reduces operational costs, enhances on-time delivery, and helps maintain consistent product quality.
- However, challenges such as demand uncertainty, inaccurate data, resource constraints, and unexpected disruptions require flexible and data-driven planning approaches.
- In 2026, capacity planning is crucial for navigating demand volatility, reducing operational risks, and maintaining agility in a competitive and uncertain market.
- Solutions like Deskera MRP enhance capacity planning through automation, real-time insights, and integrated resource management.
Related Articles








