

From inventory mismanagement leading to staggering losses to inefficient production scheduling causing bottlenecks, industries are constantly seeking innovative solutions to streamline their processes and boost productivity.
This is where Material Requirements Planning (MRP) solutions step in as the knight in shining armor, revolutionizing the way businesses tackle their production hurdles.
According to a recent survey conducted among 500 manufacturing companies, a staggering 78% reported facing significant inventory control issues, resulting in either overstocking or lost sales opportunities. Additionally, 62% of respondents cited inefficient production planning as a major obstacle, leading to resource wastage and production delays.
These alarming statistics highlight the urgent need for MRP solutions to address these challenges head-on and pave the way for efficient, data-driven production management.

Embark on a journey with us as we delve into the world of MRP solutions, exploring how they are transforming businesses by optimizing inventory, revolutionizing production planning, and fostering seamless collaboration between departments. Let's unlock the true potential of MRP and witness the remarkable impact it can have on modern production processes.
- Overview of MRP (Material Requirements Planning) Solutions
- Importance of MRP Solutions in Production Processes
- Role of MRP Solutions in Tackling Production Challenges
- Implementing MRP Solutions in the Production Process
- Benefits of MRP Solutions in Production Management
- Potential Challenges and Risks of MRP Implementation
- Best Practices for Maximizing MRP Benefits
- Emphasizing the Value of Overcoming Production Challenges
- Conclusion
- How can Deskera Help You?
- Key Takeaways
- Related Articles
Overview of MRP (Material Requirements Planning) Solutions
MRP, which stands for Material Requirements Planning, is a sophisticated software-based solution designed to assist businesses in efficiently managing their production processes. Originally developed in the 1960s, MRP has evolved over the years to become an integral part of modern supply chain management and production planning.
This overview will provide insight into the key features and benefits of MRP solutions.
Core Functionality: MRP solutions use computer algorithms and real-time data to calculate the exact quantities of raw materials, components, and resources needed to fulfill production demands. By analyzing production schedules, sales forecasts, and inventory levels, MRP systems help businesses ensure that the right materials are available at the right time.
Inventory Optimization: One of the primary advantages of MRP is its ability to optimize inventory levels. By preventing overstocking and understocking, businesses can reduce carrying costs and avoid stockouts that can lead to lost sales opportunities.
Production Planning: MRP assists in creating a comprehensive production schedule that takes into account the availability of materials, production capacity, and delivery timelines. This ensures efficient resource allocation and minimizes production bottlenecks.
Real-time Visibility: MRP solutions provide real-time visibility into production processes, inventory levels, and order statuses. This enables businesses to make informed decisions quickly and respond promptly to any changes or disruptions.
Integration with ERP: MRP systems are often integrated with Enterprise Resource Planning (ERP) software, creating a seamless flow of information between different departments like sales, production, and procurement.
Demand Forecasting: MRP relies on accurate demand forecasting to ensure that production meets customer demands while avoiding unnecessary surplus.
Supplier Management: MRP facilitates effective supplier management by providing insights into supplier lead times, performance, and costs. This helps businesses identify reliable suppliers and negotiate better terms.
Cost Efficiency: By optimizing inventory and production schedules, MRP reduces waste and unnecessary expenditures, leading to cost savings for businesses.
Scalability: MRP solutions can cater to the needs of businesses of all sizes, from small-scale enterprises to large multinational corporations.
Material Requirements Planning solutions are powerful tools that play a pivotal role in revolutionizing production management. By leveraging real-time data, forecasting, and efficient planning, MRP ensures that businesses can meet customer demands, streamline their supply chains, and ultimately achieve greater success in today's competitive market.
Importance of MRP Solutions in Production Processes
Material Requirements Planning (MRP) solutions play a crucial role in modern production processes, offering numerous benefits that contribute to the overall efficiency and success of businesses. Here are some key reasons why MRP solutions are important in production management:
- Demand Fulfillment: MRP solutions help businesses meet customer demands by ensuring that the right materials and resources are available at the right time. This prevents stockouts, backorders, and delays in fulfilling customer orders, leading to higher customer satisfaction and retention.
- Inventory Optimization: MRP assists in maintaining optimal inventory levels. By avoiding overstocking and understocking, businesses can minimize carrying costs and free up capital for other investments.
- Production Planning Efficiency: MRP enables efficient production planning by creating realistic schedules that consider available resources, lead times, and production capacities. This results in better resource allocation, reduced production bottlenecks, and improved on-time delivery.
- Cost Reduction: With accurate demand forecasting and inventory control, MRP helps reduce waste and excess inventory, leading to cost savings. By optimizing production schedules and resource usage, businesses can also minimize production and operational costs.
- Real-time Visibility: MRP provides real-time insights into production processes, inventory levels, and order statuses. This level of visibility allows businesses to identify potential issues early and respond quickly to changes in demand or supply.
- Enhanced Communication and Collaboration: MRP fosters collaboration between different departments, such as sales, production, and procurement, by streamlining information flow. This ensures that all teams are aligned and working towards the same production goals.
- Supplier Management: MRP solutions facilitate effective supplier management by providing data on supplier performance, lead times, and costs. This helps businesses select reliable suppliers, negotiate better terms, and build stronger supplier relationships.
- Scalability: MRP solutions can adapt to the changing needs of businesses, whether they are small-scale enterprises or large multinational corporations. This scalability ensures that the production management system can grow alongside the business.
- Data-driven Decision Making: By relying on accurate data and forecasts, MRP empowers businesses to make informed decisions, reducing reliance on intuition or guesswork.
- Compliance and Quality Control: MRP ensures that production processes adhere to quality standards and compliance requirements, helping businesses maintain consistency and deliver high-quality products.
Overview of Production Challenges Faced by Businesses
Businesses operating in various industries encounter a range of production challenges that can hinder their efficiency, productivity, and profitability. These challenges often stem from factors such as market demands, supply chain complexities, technological limitations, and workforce issues.
Here is an overview of some common production challenges faced by businesses:
Inventory Management Issues: Businesses often struggle with maintaining the right balance of inventory. Overstocking can tie up capital and lead to storage costs, while understocking can result in missed sales opportunities and dissatisfied customers.
Inefficient Production Scheduling: Poor production scheduling can lead to bottlenecks, delays, and inefficiencies. When resources are not optimally utilized, it can result in increased production lead times and higher costs.
Supply Chain Disruptions: Businesses face the risk of supply chain disruptions due to factors like natural disasters, geopolitical issues, or supplier problems. These disruptions can cause delays in receiving raw materials and components, impacting production schedules.
Quality Control and Defects: Maintaining consistent product quality is essential for customer satisfaction. Production challenges related to quality control and defects can lead to increased waste, rework, and customer complaints.
Technological Constraints: Some businesses may be limited by outdated or inadequate production technologies, preventing them from keeping up with modern production methods and efficiencies.
Workforce Productivity and Skills: Challenges related to workforce productivity, training, and skill gaps can affect production output and product quality. A skilled and motivated workforce is essential for optimal production performance.
Changing Market Demand: Fluctuations in market demand can pose challenges for businesses, especially when demand spikes unexpectedly or experiences seasonal variations.
Regulatory Compliance: Industries subject to stringent regulations must ensure that their production processes comply with safety, environmental, and quality standards.
Cost Management: Managing production costs and optimizing expenses without compromising product quality can be challenging for businesses striving to remain competitive.
Communication and Collaboration: Poor communication and collaboration between different departments within an organization can lead to misunderstandings, delays, and disjointed production efforts.
Sustainability and Environmental Impact: Businesses face increasing pressure to adopt sustainable production practices and reduce their environmental impact, which can present challenges in terms of finding cost-effective eco-friendly alternatives.
Overcoming these production challenges requires strategic planning, investment in modern technologies, skilled workforce development, effective supply chain management, and an agile approach to adapt to changing market conditions. Businesses that successfully address these challenges can improve their production efficiency, increase customer satisfaction, and maintain a competitive edge in their respective industries.
Role of MRP Solutions in Tackling Production Challenges
In the face of evolving market demands and complex production challenges, businesses are increasingly turning to innovative solutions to optimize their production processes and remain competitive. Material Requirements Planning solutions emerge as indispensable allies, revolutionizing the way companies tackle their production hurdles.
With their powerful algorithms and real-time data analysis, MRP solutions play a vital role in streamlining production management and overcoming a myriad of obstacles that hinder efficiency and productivity. In this section, we will explore the pivotal role of MRP solutions in addressing key production challenges, from optimizing inventory management and production planning to fostering seamless collaboration across departments.
Let's delve into the transformative capabilities of MRP and how it empowers businesses to navigate the ever-changing landscape of modern production with confidence and precision.
A. Automated Demand Forecasting and Inventory Control
Automated Demand Forecasting and Inventory Control are two cornerstones of Material Requirements Planning (MRP) solutions, revolutionizing the way businesses manage their production processes. Through advanced algorithms and real-time data analysis, MRP empowers companies to accurately predict future demand and optimize their inventory levels accordingly, thus mitigating potential stockouts or overstocking issues.
With automated demand forecasting, businesses can rely on historical sales data, market trends, and other relevant factors to make accurate predictions about future customer demand. This proactive approach enables them to align production schedules with expected demand, avoiding costly disruptions caused by sudden spikes or dips in sales.
Additionally, MRP solutions efficiently control inventory levels, ensuring that materials and components are available precisely when needed. By maintaining optimal inventory levels, businesses reduce carrying costs, free up capital, and minimize the risk of obsolete stock.
Moreover, MRP facilitates better communication and collaboration between production, sales, and procurement teams. This cross-departmental integration enables seamless coordination, ensuring that production plans align with sales forecasts and procurement decisions.
In summary, through automated demand forecasting and inventory control, MRP solutions empower businesses to optimize their production processes, reduce operational costs, and enhance customer satisfaction by delivering products efficiently and on time. By harnessing the power of data-driven insights, companies can make informed decisions and stay ahead in today's competitive market landscape.
B. Streamlined Production Planning and Scheduling
Streamlined Production Planning and Scheduling stand as the pillars of efficiency in Material Requirements Planning (MRP) solutions, driving businesses to achieve optimal resource allocation and minimize production bottlenecks. MRP's ability to create comprehensive production schedules revolutionizes the way companies plan and execute their manufacturing processes.
With streamlined production planning, MRP takes into account various factors, such as available resources, machine capacities, labor availability, and lead times. By considering these critical elements, businesses can create realistic and achievable production schedules that ensure a smooth flow of operations.
Furthermore, MRP solutions offer real-time visibility into production progress and resource utilization. This real-time monitoring enables businesses to detect and address potential issues promptly, preventing costly delays and optimizing production efficiency.
Another significant aspect of streamlined production scheduling is its adaptability. MRP systems can quickly adjust production schedules in response to changes in demand, supply chain disruptions, or unexpected events. This flexibility allows businesses to stay agile and respond effectively to dynamic market conditions.
By optimizing production planning and scheduling, businesses can avoid costly idle times and underutilized resources, ultimately reducing lead times and enhancing on-time delivery performance. Moreover, efficient production planning minimizes the risk of rush orders and ensures a more controlled and cost-effective production process.
In conclusion, streamlined production planning and scheduling offered by MRP solutions empower businesses to maximize their production efficiency, reduce operational costs, and meet customer demands with precision and timeliness. By leveraging cutting-edge technology and data-driven insights, companies can stay ahead of the competition and build a reputation for reliable and agile manufacturing capabilities.
C. Enhanced Visibility and Collaboration
MRP solutions provide real-time visibility into production operations, inventory levels, and order statuses. This level of transparency enables all stakeholders to access up-to-date information, facilitating better decision-making and proactive management of production challenges. With a clear view of production progress, businesses can identify bottlenecks, track performance, and address any deviations from the production plan promptly.
Moreover, MRP enhances collaboration among departments like production, sales, procurement, and finance. By integrating data from different areas into a centralized system, MRP breaks down information silos and ensures that all teams are working towards common production goals. This collaborative approach fosters a shared understanding of production requirements and enables better coordination between departments.
Furthermore, MRP solutions facilitate efficient communication throughout the supply chain. From suppliers to customers, all stakeholders can access relevant data, including production schedules and delivery timelines. This transparent communication helps in building strong relationships with suppliers, streamlining procurement processes, and meeting customer expectations.
Enhanced visibility and collaboration also pave the way for continuous improvement. By analyzing production data and performance metrics, businesses can identify areas for optimization and implement changes to increase overall efficiency and productivity.
In conclusion, the enhanced visibility and collaboration provided by MRP solutions empower businesses to work cohesively, make data-driven decisions, and improve overall production efficiency. By breaking down barriers and facilitating seamless information exchange, MRP strengthens the core of production management, enabling businesses to meet customer demands effectively and gain a competitive edge in the market.
Implementing MRP Solutions in the Production Process
Implementing Material Requirements Planning (MRP) solutions in the production process marks a pivotal turning point for businesses seeking to enhance their operational efficiency and stay competitive in today's fast-paced market. As production challenges become more complex and customer demands more dynamic, MRP solutions offer a comprehensive approach to streamline inventory management, production planning, and resource allocation.
In this section, we will explore the essential steps involved in successfully integrating MRP into the production process.
From assessing business needs and selecting the right MRP system to data migration, employee training, and change management, we will unravel the key elements that ensure a seamless and successful MRP implementation.
A. Assessing Business Needs and Objectives
Assessing Business Needs and Objectives is the critical first step in implementing Material Requirements Planning (MRP) solutions, laying the foundation for a successful integration that aligns with the unique requirements of the business.
During this phase, businesses must conduct a thorough evaluation of their current production processes and identify pain points and inefficiencies. This involves engaging key stakeholders, including production managers, supply chain specialists, and IT personnel, to gather insights into existing challenges and potential areas for improvement.
The assessment should also focus on understanding the specific objectives the business aims to achieve through MRP implementation. These objectives may include optimizing inventory levels, reducing lead times, improving on-time delivery, enhancing resource utilization, or increasing overall production efficiency.
Furthermore, businesses need to consider their growth plans and scalability requirements. An MRP solution should be capable of accommodating future expansion and evolving production demands without the need for major overhauls.
Another crucial aspect of this assessment is evaluating the readiness of the organization for MRP implementation. This involves analyzing the current IT infrastructure, data quality, and the level of employee training and skill sets.
By conducting a comprehensive assessment of business needs and objectives, companies can develop a clear understanding of what they expect to achieve with the MRP system. This knowledge will guide subsequent decisions in selecting the right MRP solution and tailoring its implementation to best suit the specific requirements of the business.
B. Selecting the Right MRP System
Selecting the Right Material Requirements Planning (MRP) System is a crucial decision that can significantly impact the efficiency and success of the production process. With a myriad of MRP solutions available in the market, businesses must carefully evaluate their options to find the system that best aligns with their unique needs and objectives.
The first step in selecting the right MRP system involves conducting thorough research and creating a list of potential vendors. Businesses should consider factors such as the vendor's reputation, experience in the industry, customer reviews, and the range of features offered.
Next, businesses must define their specific requirements and priorities. This includes determining the necessary functionalities, scalability, integration capabilities with existing systems (like ERP), and the level of technical support needed.
Cost is another critical consideration. Businesses should analyze the total cost of ownership, including upfront licensing fees, implementation costs, ongoing maintenance, and potential upgrades. A cost-benefit analysis should be conducted to ensure that the selected MRP system offers a favorable return on investment.
Moreover, businesses should assess the user-friendliness of the MRP system. A system that is intuitive and easy to use will facilitate smoother adoption and minimize the need for extensive employee training.
Data security is paramount, especially considering the sensitive nature of production data. Evaluating the vendor's security measures and compliance with industry standards is essential to safeguard critical information.
Additionally, businesses should seek demonstrations or trial versions of the MRP systems to gain hands-on experience and evaluate how well the system meets their specific needs.
Lastly, references and case studies from other businesses that have implemented the same MRP system can provide valuable insights into its effectiveness and suitability.
By diligently evaluating these factors and conducting thorough research, businesses can confidently select the right MRP system that will streamline production processes, optimize inventory management, and drive overall operational efficiency, leading to sustainable growth and success.
C. Data Migration and System Integration
This section takes us through the concepts of data migration and system integration. Let’s take a closer look:
Data Collection and Cleanup
Data collection and cleanup are crucial steps in the process of implementing an MRP system. Before migrating data to the new MRP system, businesses must gather all relevant data from various sources within the organization. This data may include inventory levels, production schedules, sales forecasts, supplier information, and other relevant data points.
Data cleanup involves reviewing and refining the collected data to ensure its accuracy, consistency, and relevance. This process may involve identifying and correcting any errors, removing duplicate records, standardizing data formats, and validating the integrity of the data.
Thorough data collection and cleanup are essential to ensure that the MRP system starts with accurate and reliable data. Clean data sets the foundation for the MRP system to generate precise demand forecasts, optimize inventory levels, and make informed production planning decisions.
Integrating MRP with Existing Systems
Integrating the new MRP system with existing systems, such as Enterprise Resource Planning (ERP) or Customer Relationship Management (CRM) systems, is critical to achieve seamless data flow and streamline operations across departments.
The integration process involves establishing communication channels between the MRP system and other existing systems. This allows for real-time data exchange and ensures that relevant information is readily available to all stakeholders.
For instance, integrating the MRP system with the ERP system enables data on sales orders and inventory levels to be synchronized automatically. This integration ensures that production planning aligns with current sales demands and available inventory, preventing production delays or excessive stock accumulation.
A successful integration also requires mapping data fields between the MRP and existing systems, ensuring that data is accurately transferred and interpreted between the systems.
Furthermore, businesses should test the integration thoroughly to identify and resolve any potential issues or data inconsistencies before fully implementing the integrated system.
By efficiently managing data migration and system integration, businesses can leverage the full potential of the MRP system, ensuring seamless data flow, enhanced collaboration, and improved decision-making across the organization. This integration plays a critical role in unifying various facets of production management, fostering efficiency, and maximizing the benefits of the MRP solution.
D. Employee Training and Change Management
Employee Training and Change Management are vital components of successfully implementing Material Requirements Planning (MRP) solutions in the production process. As MRP systems introduce new technologies and processes, it is essential to prepare the workforce to adapt to these changes effectively.
Employee Training: Adequate training is critical to ensure that employees understand how to use the MRP system efficiently. This training should be tailored to the specific roles and responsibilities of each employee involved in the production process, such as production planners, inventory managers, and procurement personnel.
Training sessions should cover various aspects of the MRP system, including data input, generating reports, interpreting demand forecasts, and understanding production schedules. Hands-on training with real-world scenarios can help employees grasp the practical applications of the MRP system.
Additionally, ongoing training and support should be provided to address any questions or challenges that arise during the initial stages of implementation. Continuous skill development ensures that employees remain confident and proficient in using the MRP system effectively.
Change Management: Implementing an MRP system often represents a significant change in the way production processes are managed. To minimize resistance and facilitate a smooth transition, effective change management strategies are essential.
Open communication and involvement of employees from the early stages of planning can help build a sense of ownership and buy-in for the new system. Sharing the benefits of the MRP system, such as improved efficiency, reduced lead times, and better resource utilization, can help employees understand the positive impact of the change.
Identifying change champions within the organization can also aid in driving enthusiasm and support for the new system. These champions can serve as advocates, helping other employees embrace the change.
Addressing any concerns or uncertainties through regular communication and feedback channels is crucial to ensure a positive reception of the MRP system. Employees should feel that their voices are heard, and their input is considered during the implementation process.
Finally, celebrating small milestones and successes achieved through the MRP system can boost morale and motivate employees to fully embrace the new way of working.
In conclusion, employee training and change management play a pivotal role in the successful adoption of MRP solutions. By providing comprehensive training and effectively managing the transition process, businesses can empower their workforce to leverage the full potential of the MRP system, driving increased productivity and efficiency in the production process.
Benefits of MRP Solutions in Production Management
Material Requirements Planning (MRP) solutions offer a wide range of benefits that significantly enhance production management and contribute to the overall success of businesses. Here are some key advantages of implementing MRP solutions:
Efficient Inventory Management: MRP solutions help businesses optimize their inventory levels by accurately forecasting demand and ensuring that the right materials are available at the right time. This prevents overstocking and understocking, reducing carrying costs and minimizing the risk of stockouts.
Streamlined Production Planning: With MRP, businesses can create realistic and data-driven production schedules. This ensures efficient resource allocation, reduces production bottlenecks, and leads to smoother operations.
Improved Resource Utilization: MRP solutions enable businesses to make better use of their resources, including machinery, labor, and time. By matching production schedules with actual demand, companies can avoid idle time and maximize the utilization of available resources.
Real-Time Visibility: MRP provides real-time insights into production processes, inventory levels, and order statuses. This level of visibility allows businesses to identify potential issues early on and respond quickly to changes or disruptions.
Enhanced Collaboration: MRP fosters better communication and collaboration among different departments involved in the production process. This facilitates seamless information flow and ensures that all teams are aligned towards common production goals.
Accurate Demand Forecasting: MRP systems use historical sales data and market trends to predict future demand more accurately. This empowers businesses to make informed decisions and optimize production schedules to meet customer demands effectively.
Cost Reduction: By optimizing inventory, production schedules, and resource utilization, MRP helps businesses reduce operational costs, minimize waste, and improve overall cost efficiency.
On-Time Delivery: Efficient production planning and inventory management enabled by MRP contribute to on-time delivery, increasing customer satisfaction and loyalty.
Scalability and Flexibility: MRP solutions can scale to meet the evolving needs of businesses, whether they are small or large enterprises. This flexibility ensures that the system can adapt to changing production demands.
Data-Driven Decision Making: MRP solutions rely on accurate data and real-time insights, enabling businesses to make data-driven decisions, reducing reliance on intuition, and enhancing overall decision-making processes.
In conclusion, MRP solutions offer a multitude of benefits that empower businesses to optimize their production processes, reduce costs, improve customer satisfaction, and stay competitive in today's dynamic market environment. By leveraging advanced technologies and data analytics, MRP systems drive efficiency and effectiveness in production management, leading to sustainable growth and success for businesses.
Potential Challenges and Risks of MRP Implementation
Implementing Material Requirements Planning (MRP) solutions can bring about transformative benefits, but businesses should also be aware of potential challenges and risks that may arise during the implementation process. Some of these challenges include:
Data Accuracy and Integrity Issues: MRP relies heavily on accurate and reliable data for demand forecasting, inventory management, and production planning. Inaccurate or incomplete data can lead to erroneous decisions and suboptimal results.
Initial Investment and Time Considerations: Implementing an MRP system often involves significant upfront costs, including software licensing, hardware, training, and consulting fees. Additionally, the implementation process may take time, potentially causing temporary disruptions in production operations.
Organizational Resistance and User Adoption Challenges: Employees may resist the introduction of new technologies or changes to established workflows. Overcoming resistance and ensuring proper user adoption of the MRP system require effective change management and employee training.
Integration with Existing Systems: Integrating the MRP system with existing systems, such as ERP or CRM, can be complex and require careful planning to ensure seamless data flow and avoid data inconsistencies.
System Customization and Complexity: Customizing the MRP system to meet specific business needs can be challenging, particularly for complex production processes. The complexity of customization may require additional resources and technical expertise.
Implementation Delays and Unforeseen Issues: Unforeseen technical or organizational issues may cause delays in the implementation process, potentially affecting production schedules and deadlines.
Data Security and Privacy Concerns: As MRP systems handle sensitive production and inventory data, ensuring data security and compliance with data privacy regulations becomes crucial to safeguard critical information.
Training and Skill Gaps: Insufficient training or skill gaps among employees can hinder effective utilization of the MRP system, limiting its benefits and potential.
Scalability Challenges: As businesses grow and production demands change, the MRP system must be scalable to accommodate increasing data volume and evolving needs.
Vendor Reliability: Choosing the right MRP vendor is essential. Businesses must assess the reliability, support services, and reputation of the vendor to ensure a successful and long-lasting partnership.
Despite these potential challenges, proactive planning, effective change management, and proper training can help mitigate risks and maximize the benefits of MRP implementation. Careful consideration of these challenges allows businesses to make informed decisions and set realistic expectations for the successful adoption of MRP solutions.
Best Practices for Maximizing MRP Benefits
To maximize the benefits of Material Requirements Planning (MRP) solutions, businesses can adopt the following best practices:
Data Accuracy and Maintenance: Ensure data accuracy and regular data maintenance. Clean and reliable data is essential for accurate demand forecasting, inventory management, and production planning.
Employee Training and Skill Development: Invest in comprehensive employee training to ensure that all users are proficient in operating the MRP system effectively. Regular skill development sessions keep employees up-to-date with system upgrades and new functionalities.
Cross-Departmental Collaboration: Foster collaboration between different departments involved in the production process, such as sales, production, and procurement. A unified approach ensures that all teams are aligned towards common production goals.
Continuous System Monitoring and Updates: Regularly monitor the performance of the MRP system and implement updates as needed to improve efficiency and address any issues.
Integration with Advanced Technologies: Leverage advanced technologies such as IoT (Internet of Things) and AI (Artificial Intelligence) to enhance data accuracy, automate processes, and gain valuable insights for better decision-making.
Set Realistic Objectives and KPIs: Define clear objectives and key performance indicators (KPIs) to measure the success of the MRP implementation. Regularly review progress and adjust strategies accordingly.
Scalability and Flexibility: Choose an MRP system that can scale and adapt to the changing needs of the business. A flexible system can accommodate growth and evolving production demands.
Encourage User Feedback: Encourage user feedback and suggestions for system improvements. User input can provide valuable insights for optimizing the MRP system and addressing user needs.
Monitor and Optimize Inventory Levels: Regularly analyze inventory levels and adjust reorder points to avoid overstocking and understocking, reducing carrying costs and stockouts.
Continuous Improvement: Embrace a culture of continuous improvement within the organization. Regularly assess production processes and performance, identify areas for enhancement, and implement changes to drive efficiency.
Engage with the MRP Vendor: Establish a collaborative relationship with the MRP vendor. Regularly communicate with the vendor to seek guidance, updates, and support for the MRP system.
By implementing these best practices, businesses can fully leverage the capabilities of their MRP solutions, optimizing production management, reducing costs, improving customer satisfaction, and achieving sustainable growth and success in today's competitive market.
Emphasizing the Value of Overcoming Production Challenges
Overcoming production challenges is not just about resolving immediate issues; it holds the key to unlocking the true potential of a business and propelling it towards success and sustainability. Emphasizing the value of overcoming production challenges goes beyond mere problem-solving; it is about embracing the opportunity for growth and transformation.
Enhanced Efficiency: Addressing production challenges leads to streamlined processes and optimized resource utilization. By eliminating bottlenecks and inefficiencies, businesses can significantly improve their operational efficiency, translating into cost savings and increased productivity.
Competitive Advantage: Businesses that successfully overcome production challenges gain a competitive edge in the market. Meeting customer demands with precision, delivering products on time, and maintaining consistent quality set them apart from competitors.
Customer Satisfaction: Overcoming production challenges ensures that customers receive their orders promptly and without disruptions. This fosters trust and loyalty, encouraging repeat business and positive word-of-mouth referrals.
Innovation and Adaptability: Tackling production challenges often prompts businesses to adopt innovative solutions and embrace change. This culture of adaptability positions them to proactively respond to future challenges and market shifts.
Data-Driven Decision Making: Overcoming production challenges necessitates data-driven decision-making. By basing strategies on accurate data and insights, businesses can make informed choices that lead to better outcomes.
Employee Engagement: Resolving challenges empowers employees and fosters a sense of ownership and accountability. Engaged employees are more committed to the success of the business, leading to improved productivity and a positive work environment.
Continuous Improvement: The process of overcoming challenges encourages a culture of continuous improvement. Businesses constantly seek better ways to optimize their operations, enhancing overall performance over time.
Sustainable Growth: Successfully navigating production challenges is a stepping stone to sustainable growth. As businesses strengthen their production management, they are better equipped to capitalize on opportunities and expand their market presence.
Resilience: Overcoming challenges builds resilience in businesses, allowing them to weather future uncertainties and market fluctuations with confidence.
Reputation and Brand Image: Consistently delivering on promises and overcoming challenges cultivates a positive reputation and a strong brand image. This attracts more customers and potential business partners.
In conclusion, overcoming production challenges is not just a hurdle to clear; it is an invaluable opportunity for businesses to thrive and flourish. By embracing these challenges head-on, businesses can leverage their potential for growth, innovation, and long-term success, cementing their position as leaders in their industries and securing a brighter future.
Conclusion
In conclusion, Material Requirements Planning (MRP) solutions offer a transformative approach to production management, empowering businesses to navigate the dynamic and challenging landscape of modern manufacturing with efficiency and precision.
Through automated demand forecasting, streamlined production planning, and real-time visibility, MRP solutions optimize inventory management, resource allocation, and production scheduling, ensuring that businesses can meet customer demands with agility and accuracy.
However, implementing MRP solutions is not without its challenges. Data accuracy, employee training, integration with existing systems, and change management are key factors that require careful consideration for successful MRP adoption. Yet, overcoming these challenges brings significant benefits, including enhanced efficiency, competitive advantage, improved customer satisfaction, and a culture of continuous improvement.
Emphasizing the value of overcoming production challenges transcends problem-solving; it signifies embracing growth opportunities and positioning businesses for sustainable success. By leveraging data-driven decision-making, innovation, and resilience, companies can strengthen their market position, build a positive reputation, and seize opportunities for further growth.
How can Deskera Help You?
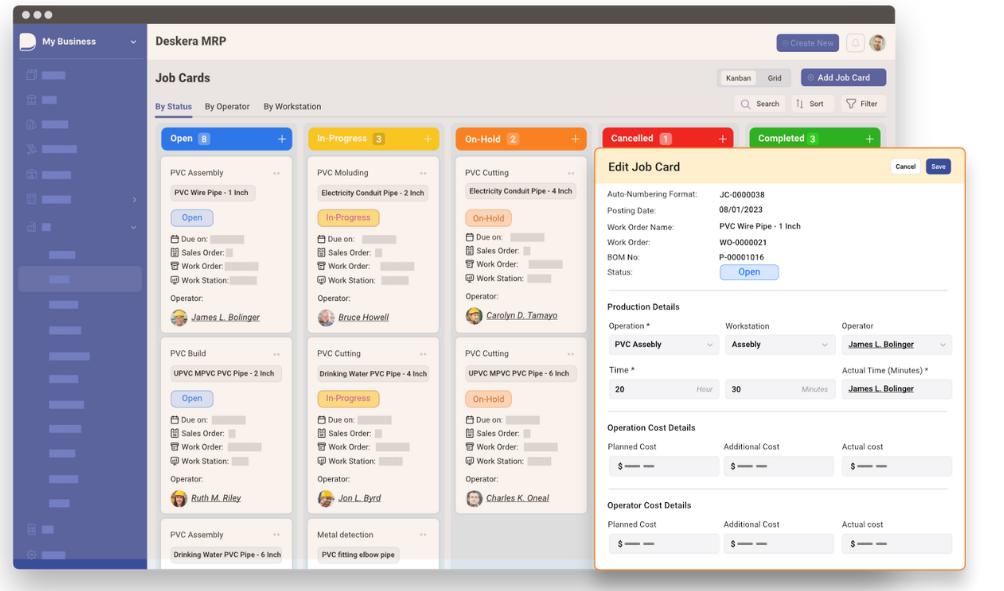
Deskera ERP and MRP systems help you to keep your business units organized. The system's primary functions are as follows:
- Keep track of your raw materials and final items inventories
- Control production schedules and routings
- Keep a bill of materials
- Produce thorough reports
- Make your own dashboards
Deskera's integrated financial planning tools enable investors to better plan and track their investments. It can assist investors in making faster and more accurate decisions.
Deskera Books allows you to better manage your accounts and finances. Maintain good accounting practices by automating tasks like billing, invoicing, and payment processing.
Deskera CRM is a powerful solution that manages your sales and helps you close deals quickly. It not only enables you to perform critical tasks like lead generation via email, but it also gives you a comprehensive view of your sales funnel.
Deskera People is a straightforward tool for centralizing your human resource management functions.
Key Takeaways
- Material Requirements Planning (MRP) solutions revolutionize production management by optimizing inventory levels, production planning, and resource allocation.
- Accurate demand forecasting through MRP enables businesses to align production schedules with customer demands, avoiding stockouts and overstocking.
- Streamlined production planning and scheduling lead to efficient resource utilization, reduced lead times, and smoother operations.
- Real-time visibility provided by MRP empowers businesses to identify potential issues early on and respond quickly to changes or disruptions.
- Enhanced collaboration between departments fosters seamless information flow and ensures all teams work towards common production goals.
- MRP systems use historical sales data and market trends to predict future demand accurately, enabling informed decision-making.
- MRP helps businesses reduce operational costs, minimize waste, and improve overall cost efficiency.
- Employee training and change management are crucial for successful MRP implementation, ensuring proper system adoption and minimizing resistance.
- Data accuracy and system integration are essential for maximizing the benefits of MRP, ensuring reliable data flow and avoiding inconsistencies.
- Overcoming production challenges leads to enhanced efficiency, competitive advantage, customer satisfaction, and a culture of continuous improvement, positioning businesses for sustainable growth and success.
Related Articles
 RVJ
RVJ Rhema Hans
Rhema Hans Niti Samani
Niti Samani Niti Samani
Niti Samani



